

If you are thinking of bringing HP Jet Fusion printing technology in house, it is important to understand the human labor required to operate the system. I work with people all the time who are contemplating who to hire, or who to train, and the types of skills needed to effectively run one of these systems. Printers like the HP 5200 have unmatched production capabilities for an additive process, so it is important to understand how to continuously print and minimize downtime. In this blog, we are going to show you what it takes to get the most out of this machine.

Human Labor Involvement | Three Steps

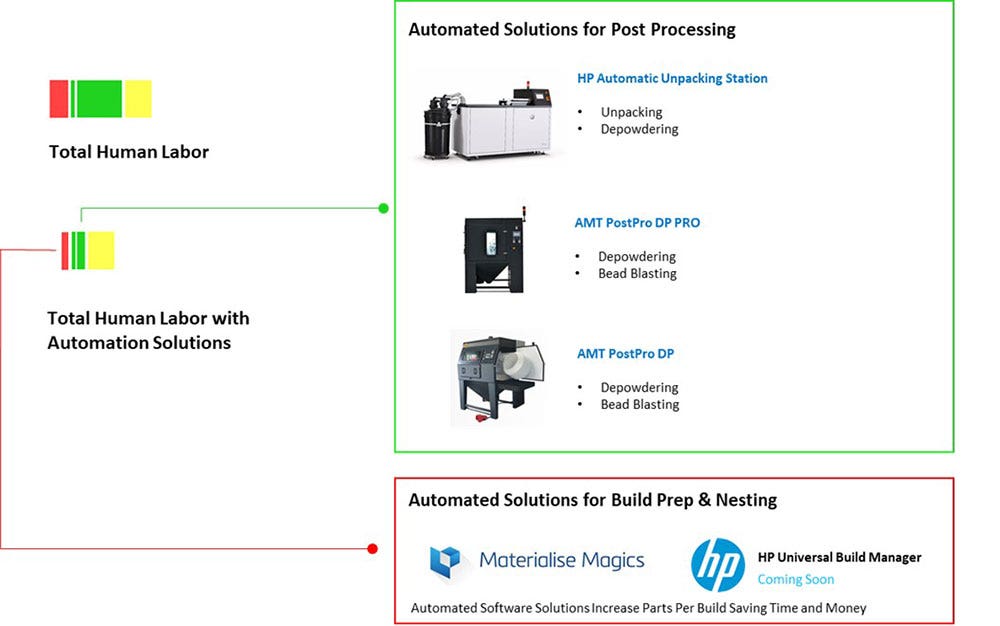
Three areas of the print process require human involvement: build prep/nesting, post processing, and maintenance. We are going to briefly cover each step and look at the time involved, as well as the automated alternative solutions. HP has several key advantages in these three steps that will be pointed out. One person can be trained to operate this system from start to finish. If you intend on scaling your operation to multiple machines, it may be more effective to have an operator that specializes in the first step to prepare builds and send them to print. Then, have a second operator focus on the last two steps starting the job – postprocessing and maintenance. I personally timed each step for a sample build that represents an average job size. This example is used from here on out so the data will be consistent start to finish.
Build Prep and Nesting | 25 Mins

This is the first stage of the print process. It involves gathering all the files to be printed and then placing them in a virtual build volume before sending them to print. This step can be done in an office or remotely. The first step is to import CAD data into a virtual build platform to start the packing process. Parts can then be oriented and nested, being packed tightly together.
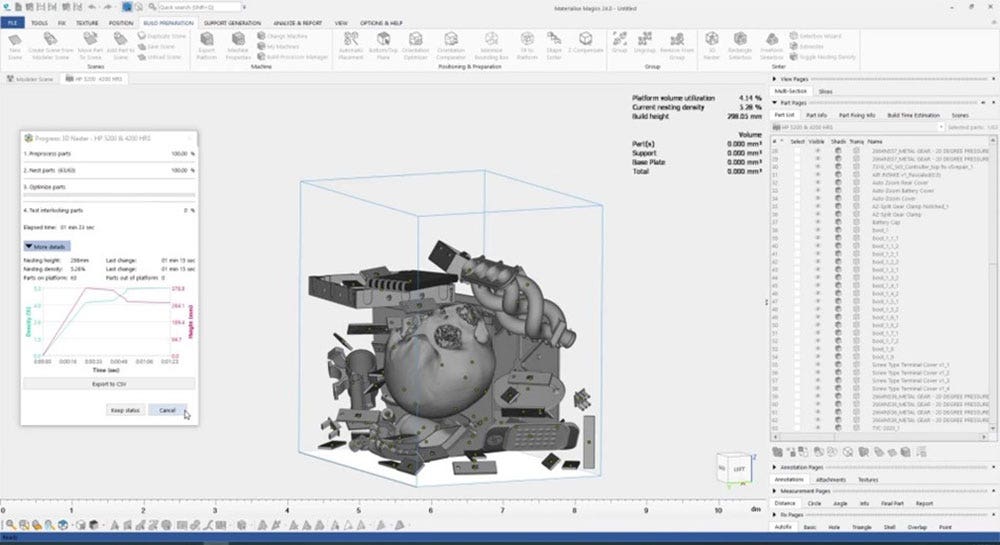
When nesting parts, we are looking for a good pack density to maximize the amount of part geometry for the lowest z-height possible. This technique brings down the part cost and helps to maximize the recyclability of material for future runs. There are a couple of different nesting software packages out on the market. In the image above you will see a screenshot from Materialise Magics which is our nesting software of choice. HP does provide a free nesting software called HP Build Manager which will nest parts based on the bounding box. Check out our article, “How to Maximize Nesting Efficiency in Your 3D Printing Builds,” to learn more about the difference between the two. Once the build is nested, we submit the print to our 5200! On average, it takes 25 minutes to complete this entire step.
Post Processing | 60 Mins

Cooling | 5 Mins
With powder-based printing systems, cooling is a necessary evil. HP has gone above and beyond to make this step faster and more efficient than competitors by separating the cooling portion of a build from the printing portion. This is done through the use of the post processing station and natural cooling units. Traditional powder-based systems will experience downtime during the cooling portion of a build because the cooling and printing are all done in the same place. This cooling time is up to three times longer than printing time. HP eliminates this downtime and allows for continuous printing through external cooling.
There are also a couple of cooling options available with the HP system: fast cooling and natural cooling. Fast cooling significantly reduces the cooling time for a job by vacuuming air through the build unit. Natural cooling can be accomplished in a build unit or through the use of natural cooling units. Natural cooling units are a cost-effective way to cool builds on the side and free up build units and the post-processing station for continuous printing. We see natural cooling units being most widely used in production environments.
Unpacking | 10 Mins

After cooling is complete, it is time to unpack the job. Unpacking a job involves unearthing parts from the build unit. The post-processing station has a built-in vacuum system that reclaims unused powder and allows for the removal of parts from the build unit. The unused powder is recyclable up to 80 percent with PA12. The on-board display walks the user through this process step by step. Buttons on the side allow for raising and lowering the build unit platform for ease of access.
De-Powdering | 10 Mins

De-powdering involves an initial rough cleaning of parts by removing excess powder attached to parts. Removing more powder at this stage will increase the lifespan of glass beads in the next step. Parts at this stage still have a thin layer of powder caked onto exterior surfaces.
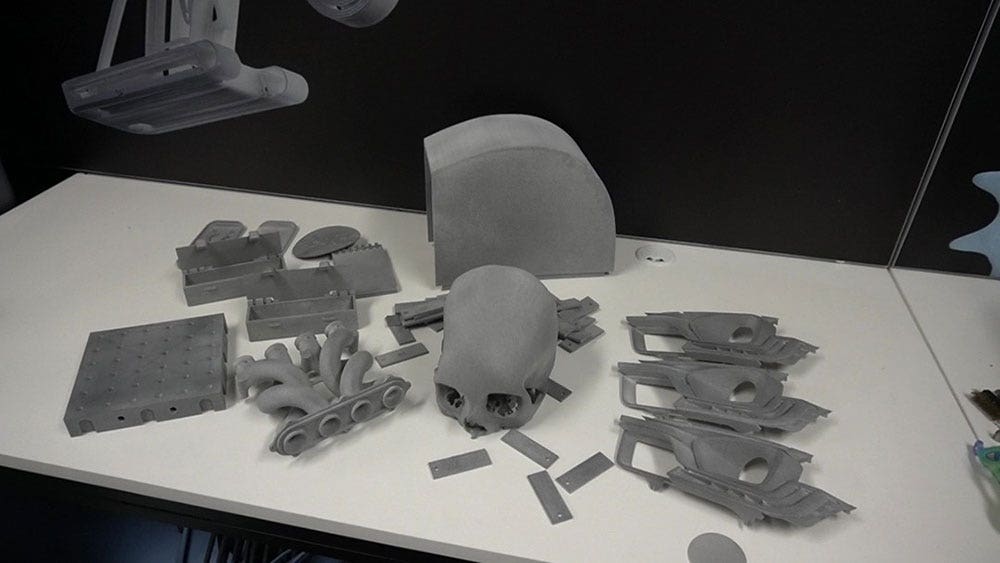
Bead Blast | 30 Mins

Bead Blasting is the last step to receive finished parts. In this step, all unfused powder is removed, revealing a gray-colored part. Blasting can be completed through the use of a manual bead blasting station (pictured above), or through the use of an automated station like the PostPro Depowdering Station. Additional post-processing can be done such as vapor smoothing. What has been covered thus far, however, is all you need to get started.
Maintenance | 35 Mins

Printer and Post Processing Station | 30 Mins
Maintenance between jobs is critical to the effective operation of the system. Maintenance involves cleaning the post processing station and printer so that they are ready for the next job. Using a provided external vacuum, the operator will vacuum each piece of equipment and clean fusing lamp and heating lamp glass surfaces along with filters.
Prepping for the Next Job | 5 Mins

After maintenance is complete, it is time to load the system with your second build unit into the printer for continuous printing. Operators can change the workflow to meet company working hour constraints more efficiently. As soon as the printer is clean, an operator can start the next job.

While the printer has started, it is time to reload the build unit with material using the onboard display. Powder management with the HP system is seamless and quick using the post processing station. Powder recyclability ratios and build heights can be adjusted with the command prompt. Now the machine is ready for the next job!
Human Labor Summary | Automation Opportunities
In the diagram below, a complete picture of print time and human labor involvement is detailed for a sample build.
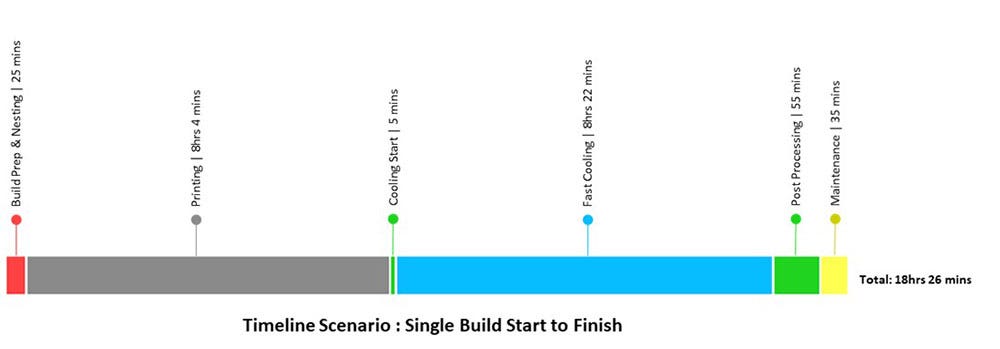
Sample build details: 250mm height | 82 parts | 7 percent packing density
With external cooling, continuous printing is possible. This key feature allows HP machines to print high quantities of parts while previous jobs are cooling.

Human labor can be significantly reduced through the use of automated solutions. Time savings will vary from build to build depending on part geometry and equipment used.
HP Advantages
- High Volume Production Capabilities enabled through HP Jet Fusion technology and external cooling. The HP Jet Fusion process allows for complete utilization of the build volume; allowing the user to nest parts with no support structure required. Print speed is very fast since a complete layer can be printed with a single sweep of the printhead. Finally, external cooling frees up the printer to run the next job while the previous job is cooling. This system can act as a bridge to tooling or even replace injection molding for low to mid-volume production.
- Low Part Cost from high material recyclability ratios (80 percent recyclability for PA12) and high-density part packing capabilities. HP offers bulk-material options for even lower raw material costs. Parts produced with HP systems will often be cheaper than other manufacturing processes (traditional and additive). Contact us at Hawk Ridge Systems to understand part cost for your application.
- User-Friendly Workflow from start to finish. At each stage, HP has gone above and beyond to make the operator’s life easier. Powder management is automated in the post processing station. Our customers who have transitioned from other OEMs are amazed at how easy it is to recycle powder and load the machine for the next job. The working area is easy to keep clean and minimal PPE is required to operate the system.
- Strong End-Use Parts and Materials are produced with HP printing systems. The mechanical performance of parts is on par with injection-molded or machined manufacturing techniques. HP offers common materials that are already heavily used in high volume production. Materials include nylons such as PA12, material such as polypropylene (PP), or elastomers like TPU.
This caps off our look at human labor involvement for the HP Jet Fusion 5200. If you would like to learn more about how you can start producing parts with HP 3D printing technology, feel free to contact us at Hawk Ridge Systems today!



