3D printing has become one of the best solutions for producing end-use parts that are strong and functional at incredible print speeds and low part cost. With all of these great benefits, there is an opportunity to take these parts to the next level. The surface finish of 3D printed parts is becoming a big deal as printing systems are bridging the gap between prototyping and injection molding. There is a need to produce parts that are smooth to the touch, matching the look and feel of injection-molded parts.
The solution to these challenges is here, and that is vapor smoothing. In today’s blog, we are going to look at the advantages of vapor smoothing 3D printed parts with the AMT PostPro3D.

What is Vapor Smoothing? | PostPro3D and BLAST

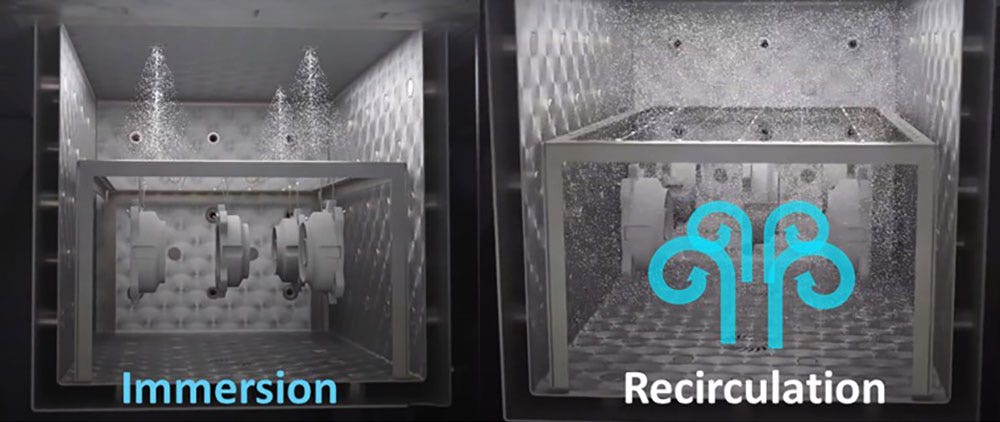
Before diving into the advantages, we need to first understand what vapor smoothing is and why this process is so effective compared to other smoothing processes. AMT’s process is called BLAST (Boundary Layer Automated Smoothing Technology). In the BLAST process, parts are suspended in a thermally controlled, closed-loop chamber, and submerged in a recirculated mist or vapor. This vapor is a proprietary chemical called BLAST X which re-distributes surface material rather than removal of surface material. This normalization of peaks and valleys on a surface has a minimal dimensional impact at an average of less than 0.4% on dimensional change. The PostPro3D pictured above is the flagship model in AMT’s lineup.
Improvement of Surface Roughness | Matching Injection Molded Finishes

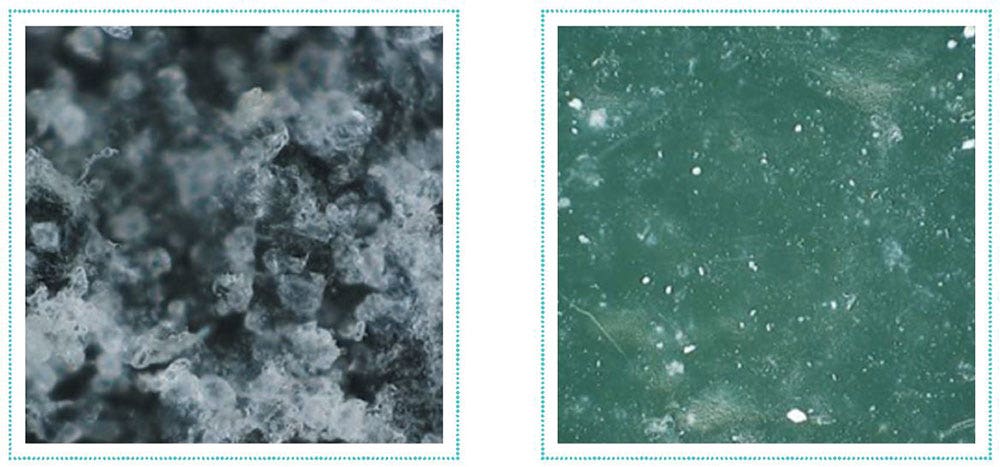
In our experience, vapor smoothing is the most effective way to improve the surface finish on a 3D printed part. Surface roughness is measured using Ra values or “Roughness Average.” The natural surface finish of a 3D printed part has a Ra value of 6-13μm. After undergoing the BLAST process, parts are smoothed to around 1.5μm after a single 1hr operation. They can then can be further smoothed to sub 1μm with a second operation if desired.

Mechanical Properties | Increase in Elongation
Elongation at break increases approximately 6% for a PA12 part when vapor smoothed using the BLAST process. Other materials such as TPU or TPA can see even further improvement to elongation properties. Ultimate Tensile Strength stays the same after processing while the Young’s Modulus decreases. Improvement of elongation to break can be attributed to the reduction of micro-crack initiation points along the geometry through the reduction of surface porosity. This increase in elongation will help with impact resistance of parts as well as fatigue improvement.
Water Absorption | Improve Water Resistance
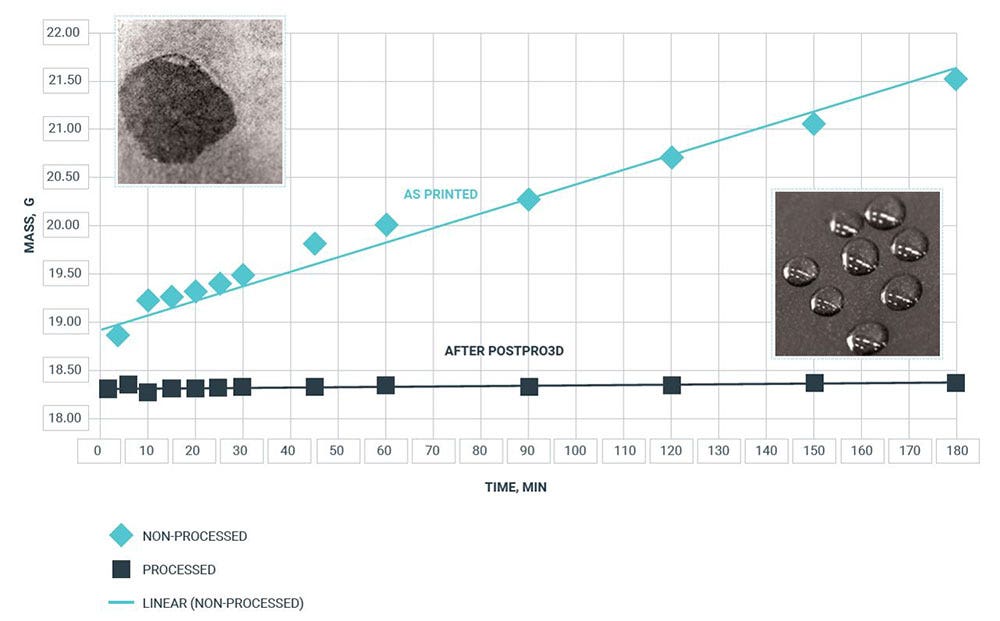
Water absorption in printed parts can be attributed to material properties and porosity of the surface. Parts that are BLAST processed have very little water absorption over time. Unprocessed parts, however, will absorb water with prolonged immersion. Looking at the chart below, the mass after water immersion of an unprocessed 3D printed sample increases over time, while the vapor smoothed version undergoes very little mass gain. Check out this video from AMT showing the change in water absorption.
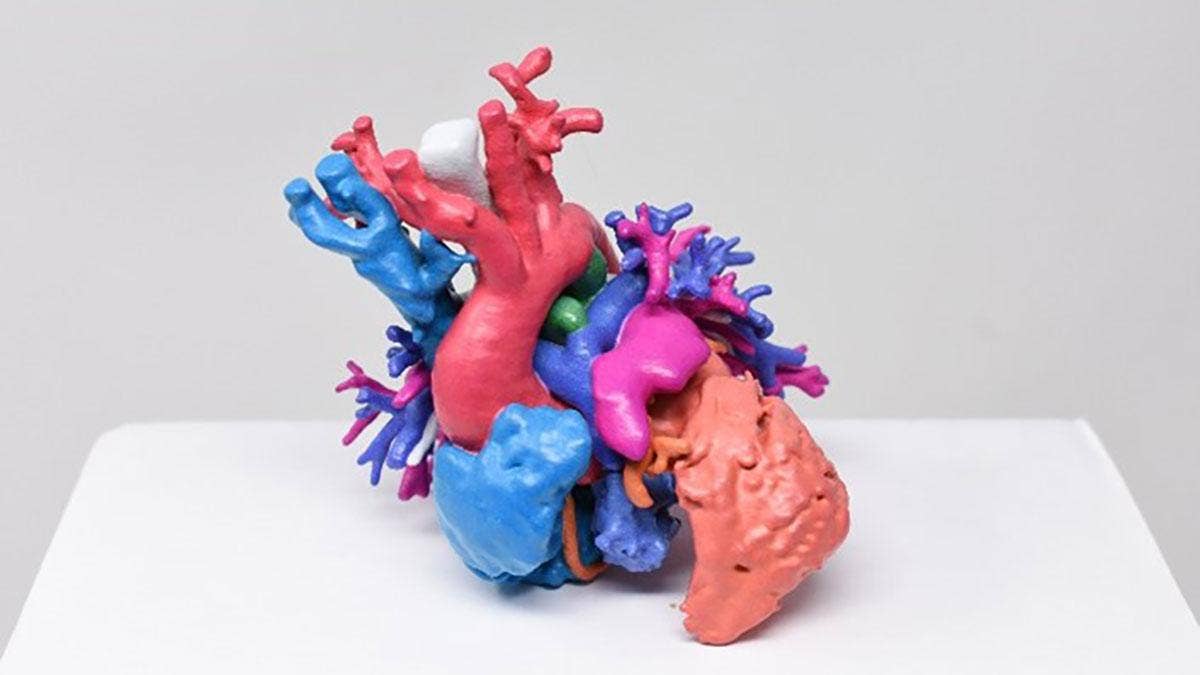
Color Uniformity | Color Improvement

An add-on bonus of vapor smoothing parts is the improvement to color and color uniformity for gray parts. Vapor smoothing can normalize some parts with a thin gray exterior and reveal the solid black color underneath. We have seen very fine detailed color models shine for an impressive final product with the BLAST process.

Advantages of AMT BLAST Compared to Other Finishing Technologies
There are four major advantages of BLAST compared to other common abrasive processes such as tumbling.
Complex Geometries and Internal Chambers
Vapor in the BLAST process can reach areas such as small internal chambers or features that abrasive media cannot reach due to size constraints. Vapor can normalize those hard-to-reach areas.
Faster Turnaround Times
The AMT PostPro3D takes 1-1.5 hrs for a batch to complete while tumbling systems take 4-8 hrs to reach a similar surface roughness level. This faster turnaround time is key to producing large volumes of 3D printed parts.
Higher Retention of Sharp Features
BLAST tends to hold sharp edges and corners more effectively compared to abrasive techniques.
Color Uniformity/Color Improvement
BLAST will improve the color of certain gray 3D printed parts to black. Abrasive techniques typically provide a mixed color part (partially gray/partially black).
There you have it. We have looked at the advantages of vapor smoothing 3D printed parts with PostPro. Producing smooth end-use parts has never been so easy. If you would like to learn more about how you can take your 3D printed parts to the next level with PostPro vapor smooth, feel free to contact us at Hawk Ridge Systems today!





