
Hawk Ridge Systems is a value-added reseller, carrying all the software and hardware needed to digitally manufacture and post process custom parts. Designing parts from scratch and producing them in-house provides the opportunity to create custom solutions which are better than outsourcing generic parts when it comes down to financial investment and time allocation.
In this blog, I’m going to highlight three examples of companies who have been able to use our custom solutions to advance their processes, minimize costs, and create more efficiency by using 3D printers:
- GUHRING UK: Reduced tooling costs, tool weight, and decreased production time by 66% with the Markforged Metal X.
- Rome Snowboards: Cut production from weeks to a single day and saw a positive return on investment within the first 5 months of bringing on the Formlabs Fuse 1 SLS printer in-house.
- XSpecter: Quickly prototyped a new design with the Formlabs Fuse 1 and Formlabs Form 3L to test the market instead of spending hundreds of thousands of dollars on a concept with plastic injection molding.
Guhring UK Uses the Markforged Metal X for 3D Printing, Saving 75% in Low-Volume Tooling Costs
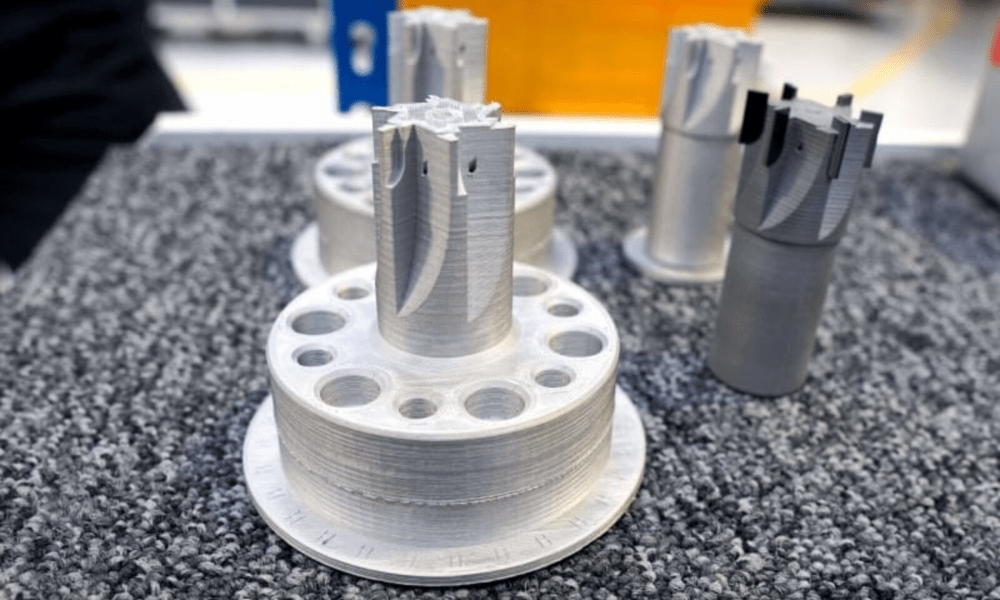
The first use case I would like to highlight is Guhring UK, a leader in manufacturing bespoke cutting tools for large companies like BMW, Airbus, and others. Using the Markforged Metal X, they take advantage of the ADAM 3D printing process, allowing them to design part features that were otherwise impossible with traditional manufacturing. ADAM (Atomic Diffusion Additive Manufacturing) combines FFF 3D printing with the postprocessing steps in metal injection molding to produce metal parts.
The process is very similar to injection molding as it first creates a “green” part out of the same materials (polymer, wax, metal), which are then sintered to completion during the postprocessing steps. This process is great for low-volume applications because you can change the geometry of your part without having to produce additional tooling. Injection molding is still the best choice for high-volume production of one geometric design.
One of the factors that determines how well a cutting tool operates is its ability to remove cut metal chips and cool the surface of the part it’s cutting. Traditionally, the “chip flow” would be controlled by external piping delivering a coolant that would brush away the chips and reduce heat at the cutting point. Using 3D printing technology allows you to build conformal channels with unique geometry, so the coolant channels can be incorporated into the tool itself, instead of using external piping.
This has been done a bit in the past with traditional tools as well, however, the coolant channels could only be drilled in a straight line, which would limit the ability to control the chip flow and cooling. Now conformal coolant channels are added to the internals of the tool, allowing the designer to customize and control the chip flow and cooling of the part at will.
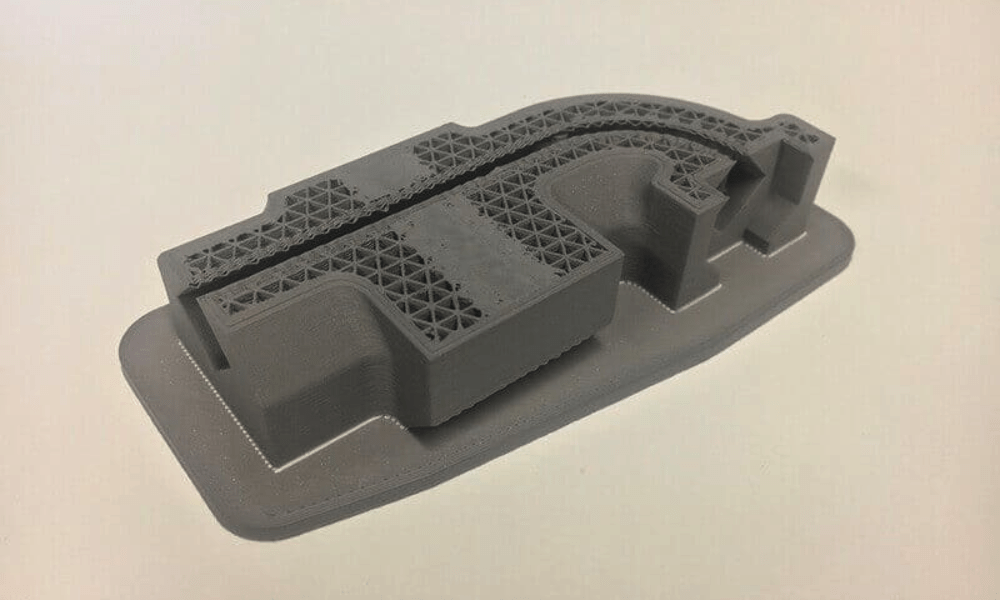
Another advantage to using 3D printing to create custom cutting tools vs traditional manufacturing is that you can create parts that are not fully solid and have a sparse infill to reduce weight and improve performance.
Guhring says that their 3D printed tools actually last longer and perform better than their traditional ones because the infill can absorb vibration and chatter better than their fully dense counterparts.
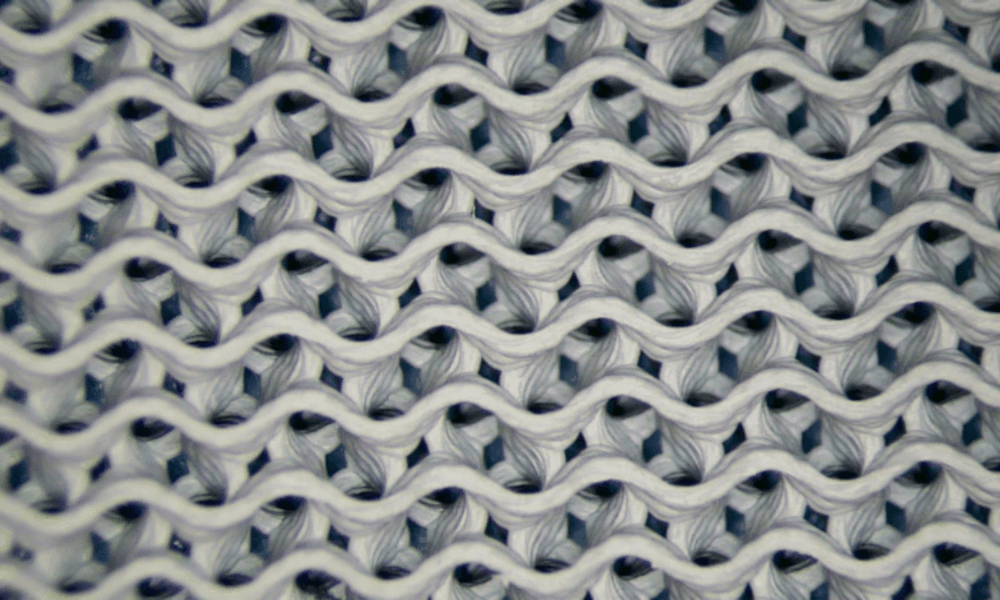
If a pattern of infill is chosen where the voids connect (such as gyroid infill) then theoretically the infill itself could be used as a coolant channel, thereby cooling the entire part simultaneously.
I’ve personally seen some very cool experimenting done using gyroid infill as channels for other materials including metals. Theoretically, you could print a part in one metal like tool steel and then fill it with a different metal like copper to take advantage of both material properties. This could also work with plastic parts. An example: Filling a plastic part with epoxy to increase strength and create a fully sealed part.
Want to learn more about Guhring UK? Download the tooling, jigs, and fixtures whitepaper to see how they decreased tooling costs and reduced part weight by 60%.
Rome Snowboards Steps Up Prototyping Using SLS Printing
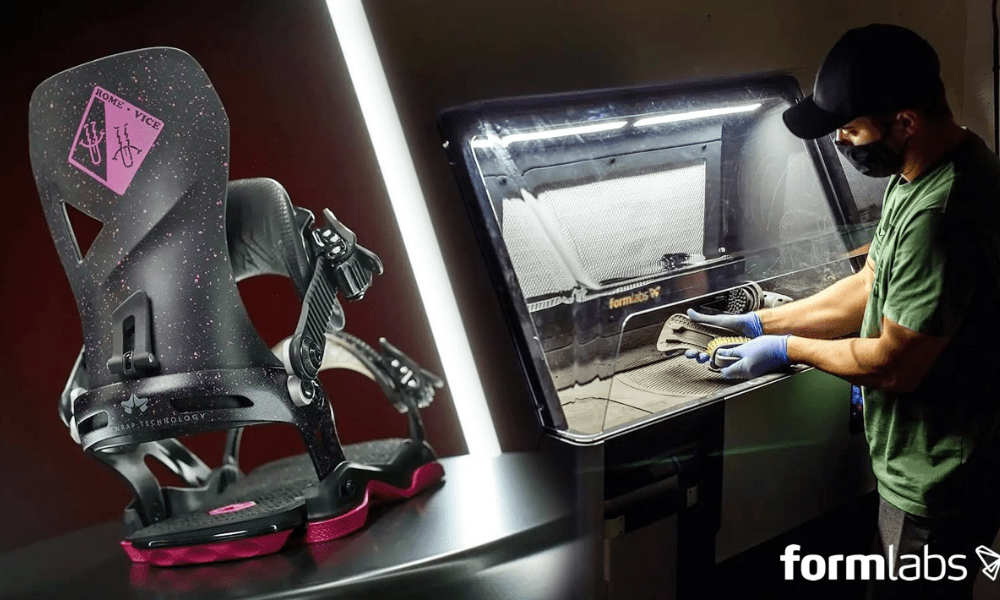
The next example I would like to share is from a small company in Vermont called Rome Snowboards. They employ about ten people and are always looking for innovative ways to compete with bigger companies who have larger design teams and more resources. They wanted to create functional prototypes in-house instead of relying on a supplier and fast enough to stay competitive. Prior to incorporating the Formlabs Fuse 1, prototypes were made by hand out of clay, Bondo, and even outsourced 3D-printed parts.
This process would take time to produce a viable prototype, and although outsourced 3D-printed parts weren’t terribly expensive, there would still be a lead time for procurement. Rome decided to invest in the Formlabs Fuse 1, a powder-based system using a process called selective laser sintering (SLS) to solve the problem.
There are two distinct advantages to using SLS vs other types of 3D printing processes for an application like this: Speed and not needing support materials. Regarding speed, SLS can produce either a high volume of small parts or a low volume of large parts quickly overnight. When you are printing with powder, support material is no longer required like in FFF printing. Support material adds print time and material cost and marks the surface of a part where it’s been removed so it’s not desirable.
Since the part is fully supported in powder when using SLS, this allows for more geometric freedom and it’s easy to print tall thin parts which would be challenging otherwise. For an application like this that has tall thin geometry, and “print-in-place” functional features like buckles, SLS is a great solution.
Not only did using 3D printing allow Rome to speed up prototype production to be more competitive, but it also improved the functionality of their prototypes as well. Their fully printed binding prototypes can now be tested on the mountain in the morning, and iterated during the day, and the next version is printed overnight and is ready for testing the next morning.

Adding the Formlabs Fuse 1 has allowed Rome Snowboards to dramatically improve the cycle time of their prototypes and successfully iterate their designs every day. They can now create fully functional prototypes for better testing, and they saw a return on investment (ROI) in the first five months after procurement.
XSpecter Manufactures Entire Product Line Using 3D Printing

My last example features a company called XSpecter, who manufactures exterior camera mounts for vehicles. They ended up building an entire product line because there was nothing like it on the market available for purchase.
The product they built is a stabilizing controllable camera mount specifically designed to attach night vision and thermal cameras to the outside of vehicles as they don’t work properly through glass. The initial quotes to have the parts injection molded were all over $100K. That’s a big cost just to test an idea.
How could they invest so much money to develop a product when they were unsure if the market was really viable? Their smart solution was to start with 3D printing first to create the first few sellable models to prove viability, and then switch to injection molding later to reduce costs. So, the product was designed using all 3D-printed parts except for the electronics and fasteners.

Previously, the parts were sourced from a parts provider like A3D and printed using two different processes: Formlabs SLA and SLS. Read more about the benefits and uses for SLA versus SLS 3D printing. Formlabs has one of the largest selections of resins to choose from for different use-cases like speed, toughness, strength, impact-resistance, accuracy, etc. XSpecter uses Formlabs “Durable” resin to produce several parts including axles and gears, and the rest of the parts are printed using the SLS 3D printing.
After manufacturing several initial models and proving market viability, XSpecter was ready to kick production into full gear. However, instead of using injection molding as previously planned, they decided to continue printing it instead and invested in the Formlabs Form 3L and the Fuse 1.
A big advantage to using 3D printing vs injection molding is future proofing for new cameras. If a new camera hits the market and is very successful, it’s easy for them to design a new mounting part and start selling it right away.
If they had used injection molding instead of 3D printing, it would have taken at least 4 weeks and cost tens of thousands of dollars. If they need to replace a part like they needed to replace the on/off switch at one point, it’s the same story.
To change any parts, they’d have to create a new mold to produce that part. Alternatively, 3D printing allows XSpecter to remain lean and flexible, and take on more product lines to sync their mount to. Read more about how XSpecter leverages 3D printing.

Partnering with Hawk Ridge Systems for Custom Solutions
Here at Hawk Ridge Systems, we have customers that use a combination of different 3D printing hardware and software solutions. We’re here to help you find the right combination of tools and services that suit your business so you can save money on production and manufacturing, get to market quicker, and get your idea out into the world. Want to learn more? Contact us today.




