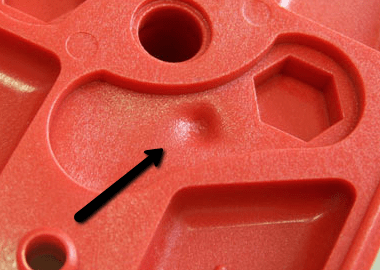

Sink marks are areas in a molded part where the surface is deformed into a
depression. The depressions typically occur in areas of thick geometry and are
caused by uneven cooling of the injection material. Potentially problematic
geometry would include areas where features such as a rib or boss meet the
wall, areas of rapidly changing thickness, or large solid regions. As the
material begins to cool and harden within the mold not all areas cool at the
same rate. Due to this temperature gradient, a molten region will still exist
in the center of the wall after the outer material has begun to solidify. As
the inner material begins to cool and harden it also begins to shrink. This
shrinking begins pulling the outer surface in, potentially collapsing the wall
or deforming the part. Injection errors like this can range from simple
aesthetically unpleasing blemishes to structurally compromising deformities.
Luckily, there are many ways to alleviate issues cause by sink marks,
including modifying the geometry, adjusting the mold and material temperature
settings, and changing the injection and packing pressure. Additionally,
SolidWorks Plastics
can help you identify locations in which these issues can occur so your part
can be modified before the physical molds have been manufactured. This can
significantly limit the time and cost involved in performing rework and
reduces overall design costs.

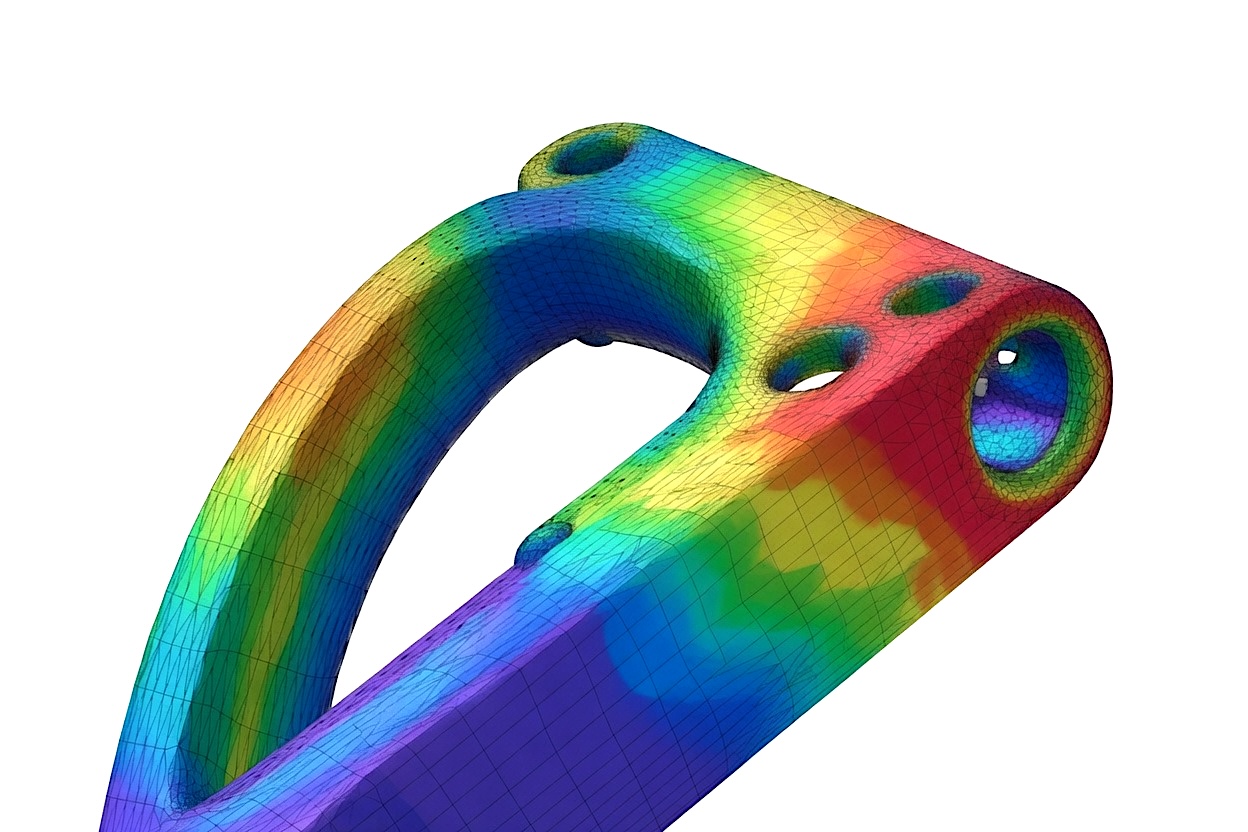
When viewing the sink mark results of your plastics simulation, any areas
highlighted will experience some degree of deformation. Using the range
sliders in the PropertyManager will allow you to limit the results view to
only values that exceed the user’s design requirements allowing you to focus
your design changes on those areas.
Some general guidelines for avoiding sink marks include:
- Making part walls uniform in thickness whenever possible.
- Make ribs no more than 50%-80% of the wall thickness it connects to.
-
Place gates in areas that allow the thickest sections to fill and pack
first. - Increase the gate size to allow the mold to fill and pack properly.
-
Reduce the number or size of solid regions by simply hollowing them out.
Add a pattern of ribs if additional rigidity is needed after hollowing the
feature. - Increase the hold time in which the part is under injection pressure.
-
Increase the injection pressure to force more material into the mold and
reduce shrinkage. -
Modify the geometry to place the features causing sink marks in areas where
they have less impact on the design. - Reduce the injection temperature of the material and the mold.
Using these suggestions in tandem with the SolidWorks Plastics package can
help your business predict issues such as sink marks before they occur.
Working out these issues in the design stages can significantly reduce the
amount of mold rework required. This will help to decrease the time to market
for the product as well as lower cost.