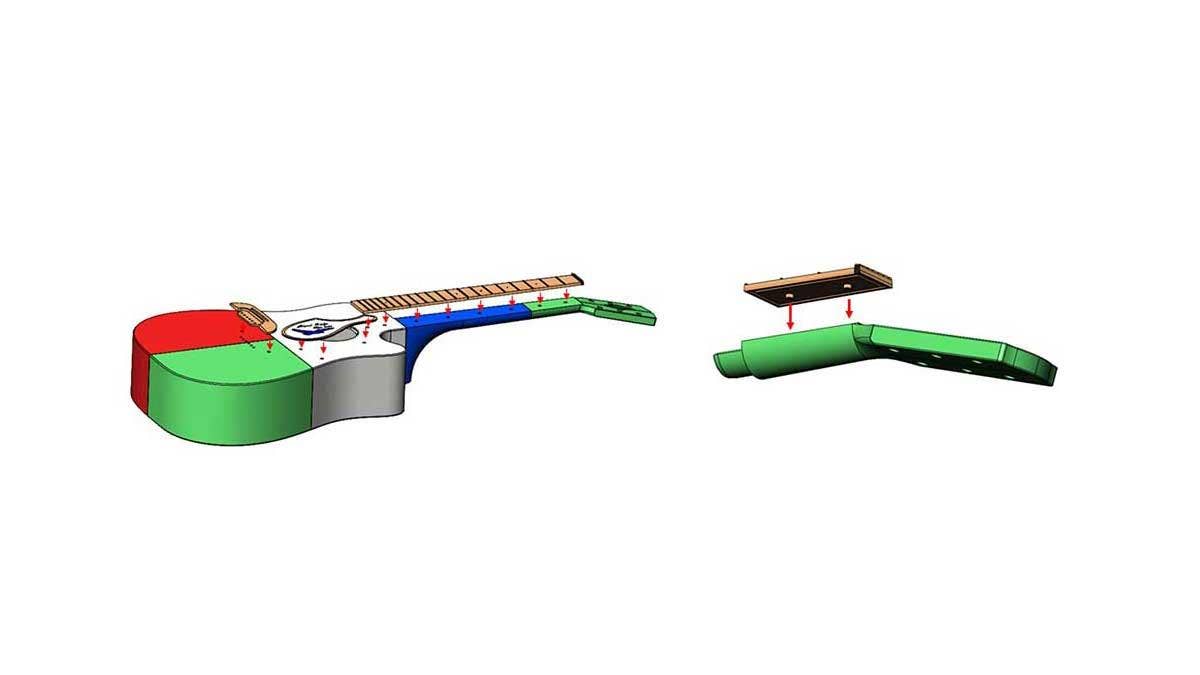
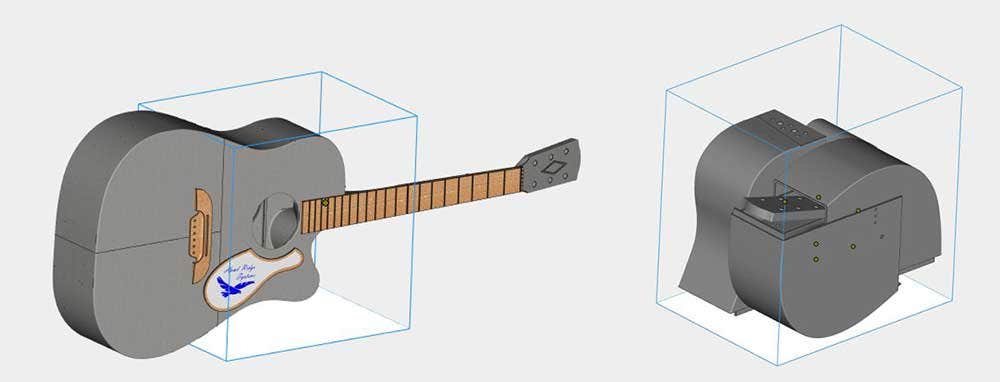
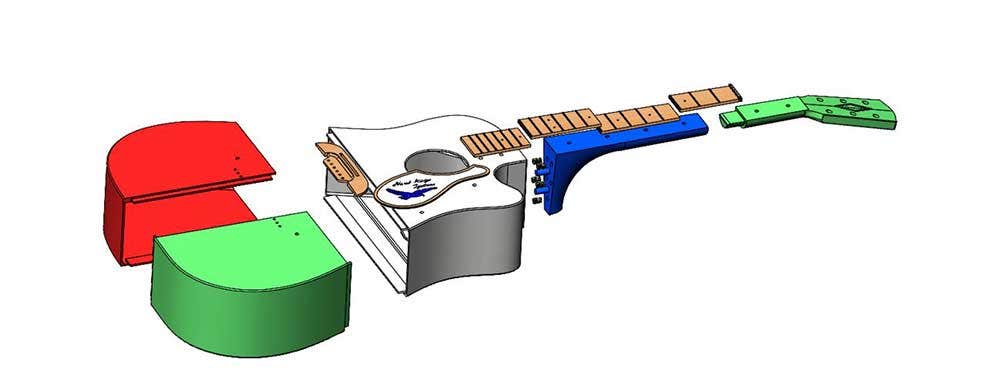
Part splitting is a common practice utilized with many additive technologies. Most often this is done in order to create a part larger than the build volume of the machine. The ability to overcome build volume limitations will widen the range of what is possible with additive and open new doors for designers and engineers. In today’s blog post we are going to show you a few well-tested techniques for splitting parts. We are going to use the example of an acoustic guitar printed using the HP Jet Fusion 5200 for the largest pieces and the HP Jet Fusion 580 for the cosmetic color pieces.

Why Split Parts?
Here are some of the most common reasons to split parts:
• Large Part Design: Part design is larger than the build volume of the machine. The HP Jet Fusion 580 has a build volume of 332mm x 190 mm x 248mm, while the 5200 has a build volume of 380mm x 284mm x 380mm. This was the driving reason to split parts for the acoustic guitar.
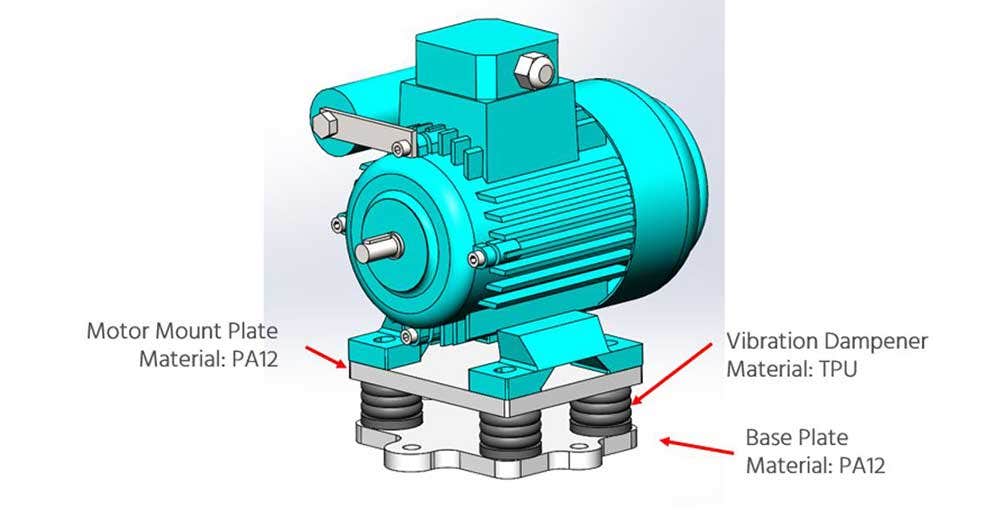
• Mechanical Properties: Different areas of the geometry have different mechanical requirements (e.g. elasticity, heat deflection temperature, chemical resistance, strength). The most common material utilized with HP machines is PA12, which is sufficient for most applications we come across. The production systems also support other materials, however, such as TPU which is an elastomer.
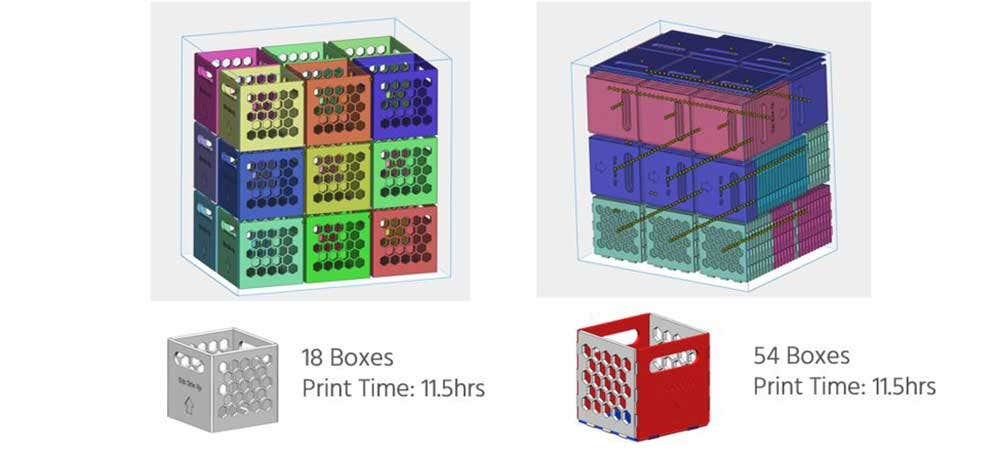
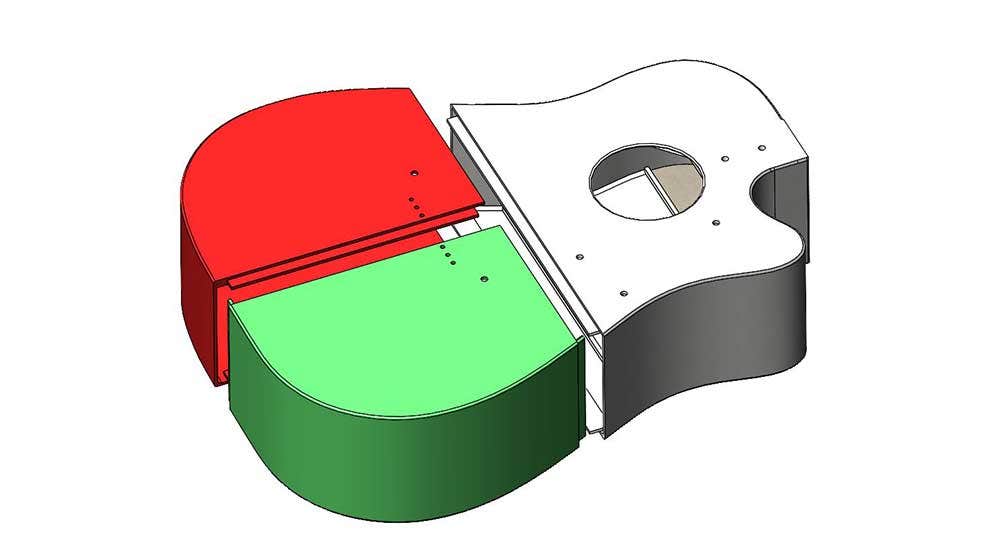
• Cost Reduction & Production Improvement: With HP systems, increasing the number of parts in a single build is often the best strategy to reduce material cost per part and increase productivity. Print time is purely determined by the maximum Z height of the build; regardless of how many parts are in the build. Powder in the build will be recycled at an 80/20 ratio of used/fresh material for the highest z-height of geometry regardless of part quantity; therefore, it is advantageous to fully utilize the available space. The box example below shows how splitting up the original box design into multiple panels will significantly improve productivity for this build. The original box design left a large amount of unused space, which would be recycled at the 80/20 ratio for PA12 material.
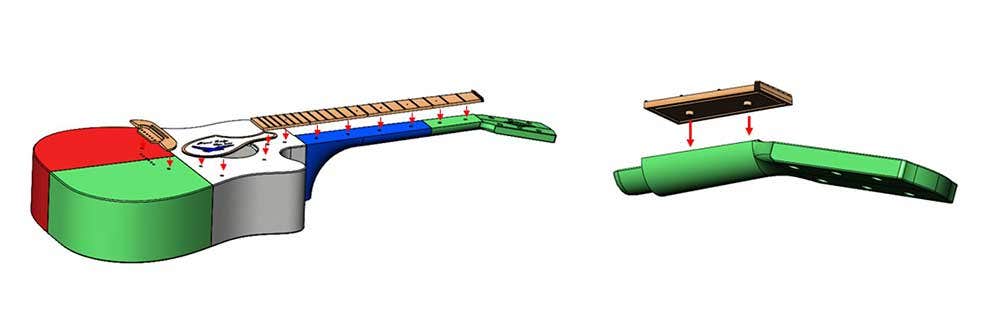
• Cosmetic Finish: Certain areas require a different finish for aesthetic purposes (ex: color printing, paints, and coatings). The HP Jet Fusion 580 allows for printing complex patterns and colors. In the guitar example, a wood grain pattern is printed on the fretboard to provide the look of a traditional fretboard. Other examples could include painting exterior parts to provide a better look and feel while leaving interior parts as a raw finish. This same concept can be true for protective coatings such as clear coats.

Common Part Splitting Techniques
Splitting in CAD vs Splitting With STL Files
Splitting parts in CAD software such as SOLIDWORKS is recommended for many use cases. However, there are third party solutions such as Materialise Magics that have built-in tools made for this purpose. Magics is a robust tool that can work with tessellated files and native CAD formats. Magics has some great joint creation tools that save a lot of time compared to traditional CAD design. Check out this video, “How to Cut 3D Models in Materialise Magics.”
Common Joint Types
Overlap
Taper Slip Fit (ex: 0.2mm Clearance Gap)
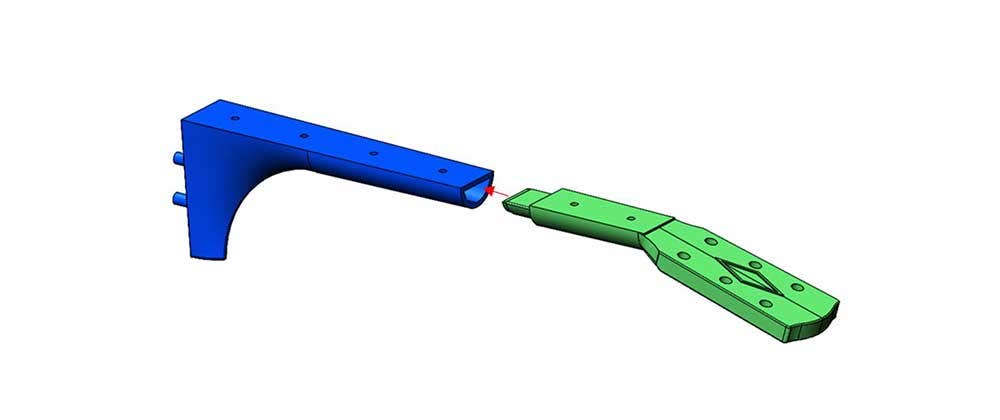
Pin and Hole Press Fit (ex: 6mm Pin | 6.2mm Holes)
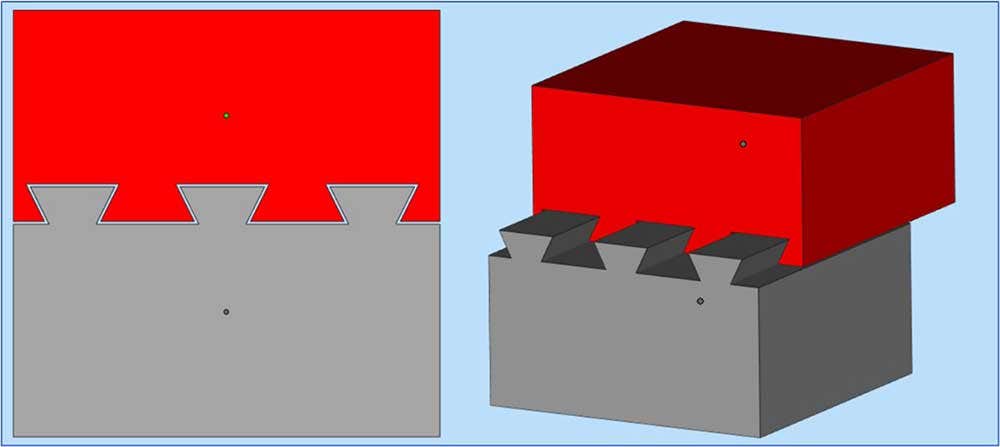
Dove Tail
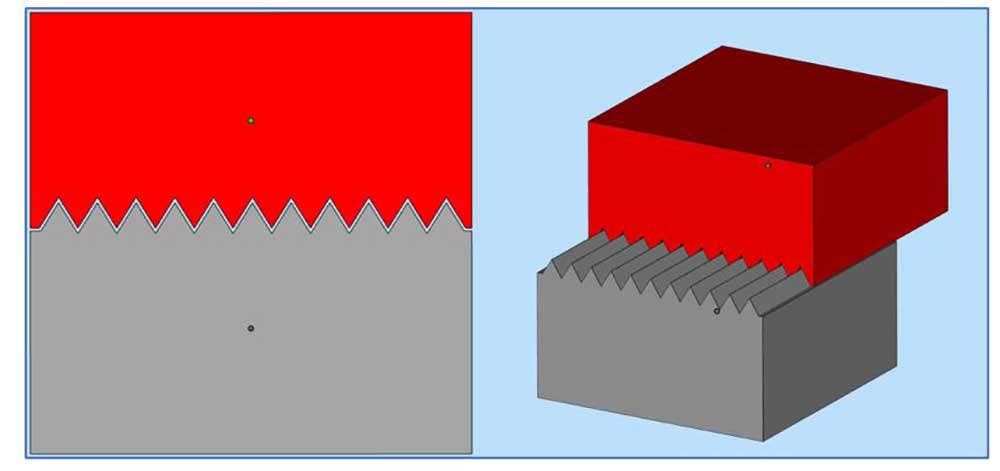
Teeth
Adhesives and Threaded Connections
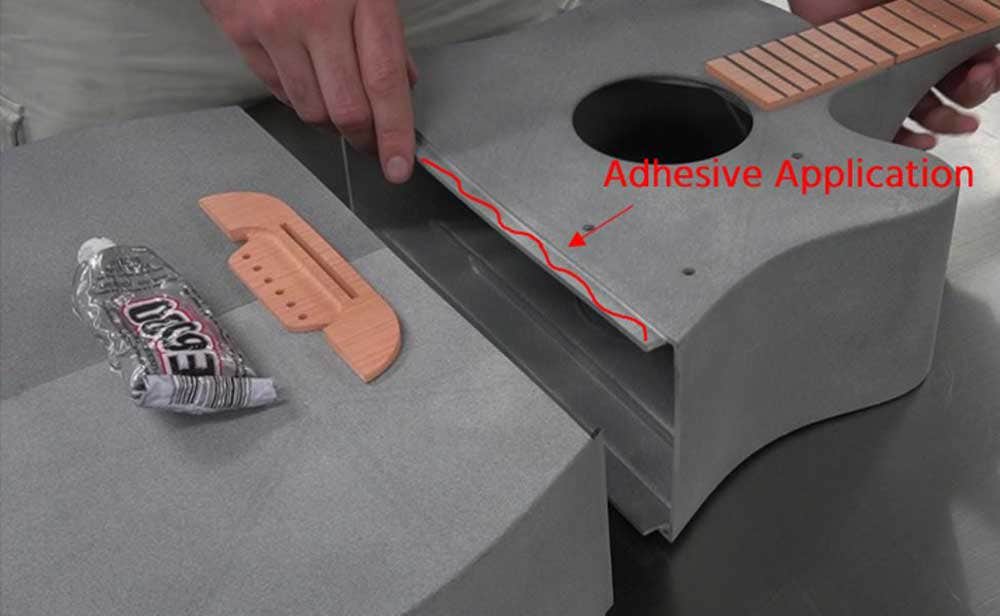
Adhesives
Industrial adhesives such as E6000, 2-Part Epoxy’s, and Loctite410 work well. One note about HP raw material is that the surface readily absorbs moisture. Thin watery adhesives will not perform as well when bonding HP parts. Adhesive setup time is also something to be aware of. Certain adhesives have very long wait times for full-strength bonds.
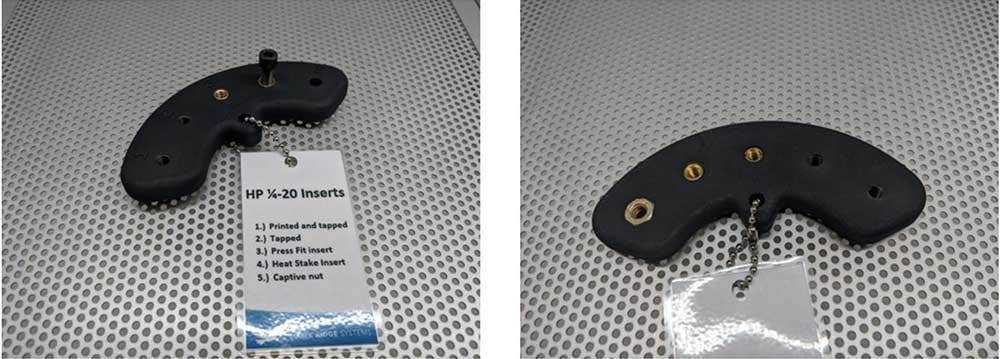
Threaded Connections & Hardware
Off-the-shelf hardware is very common when joining printed parts together. Threaded connections, alignment pins, sleeves, and bearings are all very common.

Self-Tapping Screws (pilot hole required)

These tips should get you well on your way to splitting parts. If you would like to learn more about what else is possible with HP 3D printers and additive manufacturing, feel free to contact us at Hawk Ridge Systems today!



